Rising demand for zero-emission vehicles and the push to develop a circular economy continue to expand the battery recycling sector. Manufacturers and industrial operators seek practical ways to handle end-of-life power units. Recovering useful metals adds to raw material supplies and helps cut carbon emissions across the electric vehicle supply chain. Closed-loop recycling or upcycling of these materials creates a genuine circular economy. Such an approach supports complete reuse of battery materials. Processing retired energy units in local or regional facilities reduces the environmental burden of mining new metals. The method also lowers total carbon emissions. Operators typically save about one ton of carbon dioxide equivalent for each ton of batteries processed.

The recovery sequence starts with gathering spent lithium-ion batteries. These units are also called end-of-life batteries. Upstream suppliers collect the retired units. Suppliers handle initial sorting before shipping the units to midstream processors. The first pre-treatment phase matters for both safety and later efficiency. In this pre-treatment phase, batteries receive discharge treatment. Operators often use salt water immersion or dedicated discharge machines to remove safety risks. After safe discharge, workers remove casing materials. Then the cells become ready for shredding into smaller fragments that support further separation.

Once discharge ends, the materials move into the mechanical processing stage. Mechanical force breaks the units into parts such as black mass, metals, and plastics. The main operating idea depends on a well-linked series of tearing machines, hammer crushing, vibrating screens, and air separation. These steps separate and recover cathode material from the waste units. Mechanical shredding reduces the units to smaller sizes. The same steps also isolate useful pieces like copper and aluminum foils. Remaining waste then goes on to chemical refinement.
Refined physical separation technologies produce high material purity from the shredded output.
1. Magnetic separation removes ferrous materials and casing pieces.
2. Air separation splits lighter plastics and separators away from heavier metals.
3. Eddy current separation focuses on non-ferrous metals to improve the material streams.
The equipment separates aluminum, copper, and positive and negative electrode materials from the discarded positive and negative electrode sheets so these items can be returned to use. After complete mechanical separation, the aluminum content in the positive and negative electrode materials stays below 0.3 percent. The grade of copper and aluminum reaches 96 percent or higher.
The fine, dark powder recovered after mechanical separation is known as 'black mass'. It consists of a concentrated blend of high-value battery metals extracted from end-of-life lithium-ion batteries or production scrap. The powder mainly mixes cathode materials with anode materials. The very dark black color comes from high levels of graphite. Black mass forms roughly 40 to 50 percent of the total weight in an electric vehicle battery. The purity of this material must reach above 92 percent before chemical extraction can begin. The concentration of strategic metal resources in the powder greatly exceeds levels found in primary ores. For this reason, the powder counts as a valuable urban mine with strong market value.
| Material / Component | Weight Composition (%) |
| Lithium compounds | 2% - 6% |
| Cobalt | 5% - 20% |
| Nickel | 5% - 15% |
| Copper | 3% - 10% |
| Aluminum | 1% - 5% |
| Iron | 1% - 5% |
| Manganese | 2% - 10% |
Mechanical separation finishes, and chemical processing starts to pull out separate high-value elements. Hydrometallurgy uses a leaching process in which the black mass dissolves in a solution. The solution often contains a strong acid or base. The hydrometallurgical process dissolves black mass through acid leaching. It then separates valuable metals such as cobalt and nickel with solvent extraction. Finally, the process produces lithium carbonate by precipitation.
Methods like solvent extraction, ion exchange, or precipitation divide the individual elements according to their chemical traits. After separation, additional purification steps make sure the recovered metals satisfy quality standards for reuse. Once separation and purification end, the metals come out of the solution. Electroplating or crystallization usually accomplishes this step. The recovered metals then serve in the manufacture of new battery cathode materials. This approach decreases reliance on primary mineral resources such as lithium ore.
Processing technologies keep advancing. Extraction efficiency rates now reach very high levels across the industry. Current mainstream industrial methods combine crushing, sorting, and hydrometallurgy. These methods deliver an overall metal recovery rate above 95 percent. Advanced operations that use custom lines run all recycling steps automatically. The recovery rate of valuable components from waste lithium batteries reaches more than 99 percent. Production line data show strong results. Black powder recovery, aluminum powder recovery, and copper recovery each achieve yields of 99 percent or higher. In addition, the hydrometallurgical process creates zero wastewater discharge. The process also maintains a high recovery rate and meets strict environmental rules.
A commercial-scale disposal and recovery facility needs a tightly integrated technical arrangement. The full production line includes a crushing system, a sorting system, a conveying system, an air purification system, and an automatic control system. The line also contains a centralized dust removal system. Extracted black mass forms a highly toxic powder with very fine particles that can become airborne. Dust release must stay under control during operation. The entire production line runs under negative pressure. No dust escapes during the production process. As a result, the production environment stays cleaner and more environmentally sound.
For industrial capacity planning, operators choose equipment models according to raw material throughput needs.
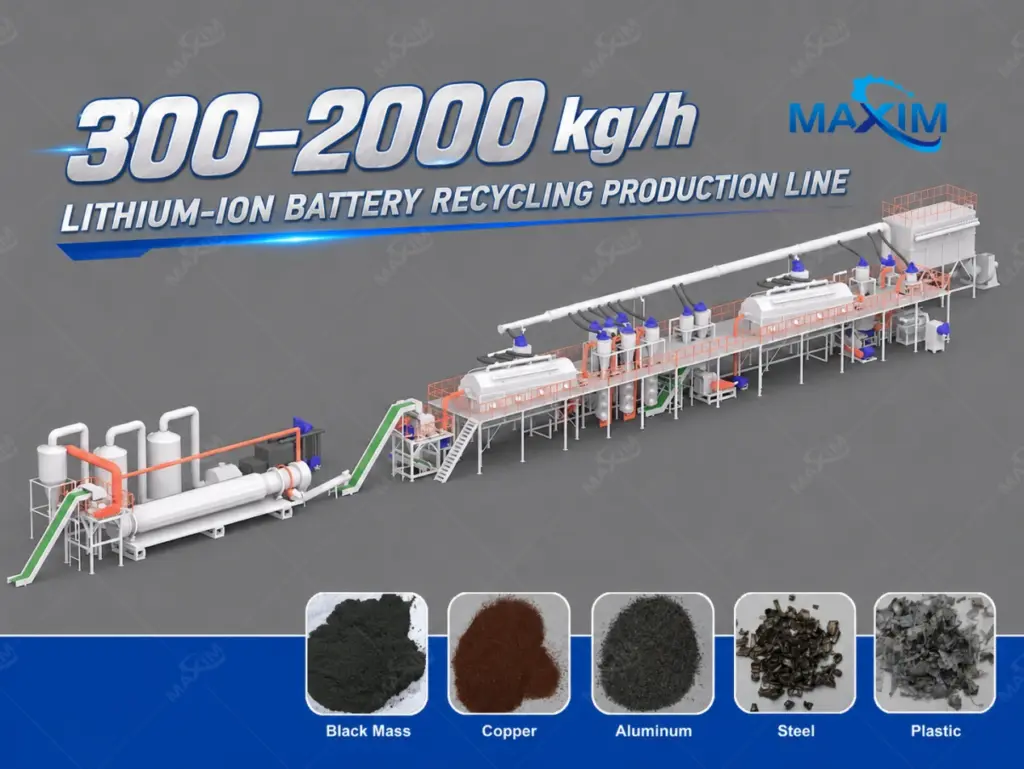
To accommodate varying industrial requirements, the MAXIM machinery offers scalable processing capacities ranging from 500 to 2500 kilograms per hour (Models MX-500 through MX-2500).
MAXIM machinery focuses on innovation, design, and production of equipment developed internally. The company concentrates on resource recycling. We specialize in research, development, and manufacturing of environmentally friendly recycling machinery. The company supplies custom recycling and processing solutions for many sectors, including lithium batteries.
The main value of the MAXIM machinery production line lies in solving core difficulties of post-decommission processing. The line supports efficient separation and resource reuse of valuable components. The equipment delivers a fully closed-loop processing system from pre-shredding through crushing and sorting. This system satisfies demanding environmental emission standards. Core components such as shredder blades and sorting systems come from internal development. Their wear and impact resistance surpass typical industry benchmarks. The equipment also includes a PLC control system that supports remote monitoring and fault warnings. These features sharply reduce operation and maintenance costs. From initial consultation and solution design to equipment production, installation, and staff training, we supply a complete one-stop service program. After-sales support arrives within 24 hours. This quick response helps keep the production line stable for its entire service life.
A: The lithium-ion battery recycling process mainly includes three core stages. These stages are pre-treatment, hydrometallurgy, and material regeneration. In the pre-treatment stage, batteries receive discharge treatment. Salt water immersion or professional discharge equipment removes possible safety hazards. The units then undergo mechanical crushing into components such as black mass, metals, and plastics. Mainstream industrial methods next apply hydrometallurgical processing. Acid leaching and selective solvent extraction recover the desired high-value elements.
A: Absolute 100 percent recovery remains quite difficult. Still, advanced industrial facilities reach very high yields. All recycling processes now run automatically. The recovery rate of valuable components from waste lithium batteries exceeds 99 percent. Mainstream industrial methods produce an overall metal recovery rate above 95 percent. This level of efficiency supports exact recovery of critical materials. The recovered materials then go into new battery cathode materials. The approach greatly reduces dependence on primary mineral resources.
A: The industry advances quickly toward highly refined closed-loop systems and increased smart automation. Closed-loop recycling of black mass forms a true circular economy. This method can achieve full recycling of battery materials. Future improvements aim to strengthen automated controls. Equipment will feature a PLC control system that supports remote monitoring and fault warnings. In addition, the industry explores biotechnology. This area uses bacteria or other biological agents to pull metals from black mass in a more environmentally responsible way.
A: Safe and compliant operation demands specialized machinery built for volatile materials. The complete production line includes a crushing system, a sorting system, a conveying system, an air purification system, and an automatic control system. Because dust emission must stay under control during operation, industrial dust collection systems and confined big bag emptying stations receive strong recommendations. The whole production line operates under negative pressure. This design prevents dust overflow during the production process and keeps the environment safe.
A: Industrial processors can obtain full systems from specialized environmental machinery manufacturers. MAXIM machinery supplies custom recycling and processing solutions matched to customer production capacity requirements, material characteristics, and site conditions. We offer equipment that works with various battery types, including ternary lithium and lithium iron phosphate. The equipment also permits flexible capacity adjustments. The company supports clients with a one-stop service program that covers everything from initial consultation to after-sales maintenance.
Understanding the EV Battery Recycling Process The Shift Towards Closed-Loop Supply Chains Rising demand for zero-emission vehicles and the push to develop a circular economy continue to expand the battery recycling sector. Manufacturers and industrial operators seek practical ways to handle end-of-life power units. Recovering useful metals adds to raw material supplies and helps cut carbon emissions across excerpt …