
Processing end-of-life energy storage units involves big hazards that require highly specialized mechanical solutions. The targeted material extracted from these retired power units is known as black mass. Black mass is a highly toxic powder carrying a CMR risk. Because black mass consists of very fine and volatile particles, dust emission must be stringently avoided during the entire operation. Dry powdered material has poor fluidity on inclined slopes. This situation often requires specialized flow aid equipment. In addition, the particles are hydrophobic and prone to clogging when wet. Contact with humidity should be avoided before pulping. From a logistical perspective, the material is generally stored in big bags. Special unloading equipment is strictly required to ensure operator safety. To mitigate fire and explosion risks, damaged units must undergo a thorough discharge treatment usually via salt water immersion or professional discharge equipment before any physical dismantling takes place.
While end-of-life units present recycling challenges, the manufacturing process itself continuously generates a vast amount of production scrap. Black mass refers to the powdered material extracted not only from retired units but also from this valuable production scrap. This material typically contains high concentrations of lithium, cobalt, nickel, and manganese. The material serves as a critical feedstock for battery material recovery. The typical composition of this recovered material by weight includes lithium at 2 to 6 percent, cobalt at 5 to 20 percent, nickel at 5 to 15 percent, copper at 3 to 10 percent, aluminum at 1 to 5 percent, iron at 1 to 5 percent, and manganese at 2 to 10 percent. The concentration of strategic metal resources in this recycled feedstock is much higher than that of primary ores, making it a highly valuable "urban mine" with remarkable environmental and economic benefits.
The lithium-ion battery recycling process mainly consists of three core stages. These stages start with crucial pre-treatment. In the pre-treatment stage, spent battery packs are safely discharged to eliminate thermal runaway risks. Once a battery is fully retired and neutralized, the external casing materials are removed. This careful dismantling prepares the internal cells. The preparation allows the internal cells to be forwarded into specialized machinery. The machinery shreds the internal cells into smaller pieces for further separation.
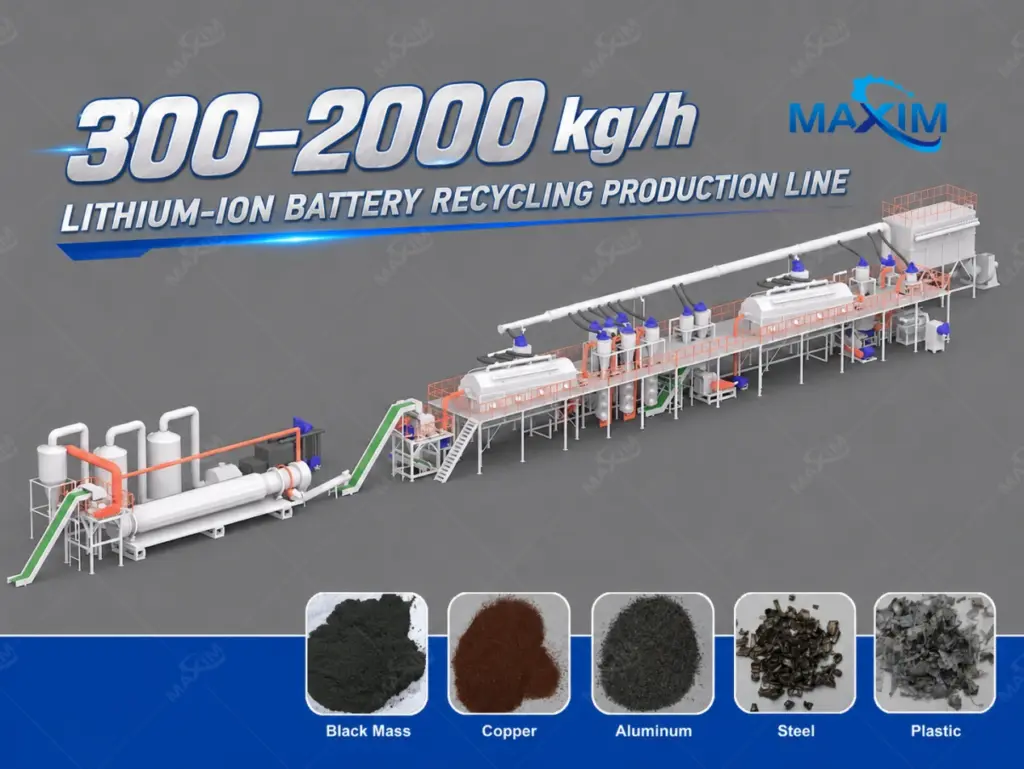
Following the manual or semi-automated dismantling, the internal components undergo intense mechanical processes such as shredding or crushing. These processes break the internal components down into much smaller pieces. The advanced production line developed by MAXIM machinery utilizes a combined process composed of a tearing machine, wind separator, hammer crushing, vibrating screen, and air separation. This system efficiently separates valuable copper and aluminum current collector foils, leaving the valuable dark powdered black mass as the primary output. To prioritize safety and environmental protection, the whole production line operates under negative pressure. This setup ensures that there is no dust overflow during the production process. The result is a cleaner and more environmentally friendly production environment.
The shredded material is then sorted to carefully remove the aluminum, copper, and plastic fractions. This refined separation utilizes multiple technologies including magnetic separation, air separation, and eddy current separation. The remaining fine, dark powder contains a concentrated mix of battery metals. The typical black color is primarily due to the high concentrations of graphite contained in the anodes. Before this material can proceed to the next stage of chemical processing, the purity of this material must reach over 92 percent.

MAXIM machinery provides heavy-duty industrial machinery engineered to handle the toughest materials safely. The comprehensive recycling and treatment equipment has a high degree of automation and is easy to be industrialized. The equipment is equipped with a PLC control system that supports remote monitoring and fault warnings. These features significantly reduce operation and maintenance costs. The intelligent control system reduces the need for manual intervention. The core components, such as shredder blades and sorting systems, are independently developed with wear and impact resistance exceeding industry standards. Our production line seamlessly adapts to various battery types, including ternary lithium and lithium iron phosphate.
The sorting system is the heart of material purification. The treatment equipment separates the aluminum, copper, and positive and negative electrode materials in the shredded battery flakes for targeted recycling purposes. This sophisticated mechanical separation leaves behind a mixture composed primarily of cathode materials, such as lithium cobalt oxide, and anode materials like graphite. The system is equipped with a centralized dust removal system that ensures the dust emission concentration meets stringent environmental requirements. Noise is effectively controlled to be less than or equal to 90 fault warnings, while dust content remains below 5 milligrams per cubic meter.
Investing in advanced recycling lines generates unmatched operational efficiency. All recycling processes have been automated. The automation allows the recovery rate of valuable components to reach more than 99 percent. The specific recovery rates for black powder, aluminum powder, and copper all stand at greater than or equal to 99 percent. Furthermore, the aluminum content within the recovered positive and negative electrode materials is less than 0.3 percent. The grade of the recovered copper and aluminum reaches 96 percent or higher, guaranteeing premium material output.
Sustainability and regulatory adherence are non-negotiable in the modern industrial landscape. The system features full closed-loop processing encompassing pre-shredding, crushing, and sorting that firmly meets environmental emission standards. The entire series of equipment complies with national regulations such as the Law on the Prevention and Control of Environmental Pollution by Solid Waste. Furthermore, emission indicators regarding dust, noise, and wastewater are fully certified by third-party testing. Recycling these materials actively avoids the environmental impact of virgin metal mining and drastically reduces carbon emissions. The process saves one ton of CO2 equivalent per ton of batteries recycled. To guarantee continuous operation, MAXIM machinery provides a one-stop service program covering preliminary consultation, solution design, equipment production, installation, personnel training, and after-sales maintenance.
We are excited to announce that MAXIM machinery will be participating in the upcoming Metal; E-Waste; Battery Recycling Expo 2026 in Germany. We warmly invite you to visit our booth to discuss the latest advancements in EV battery recycling technology and explore potential cooperation.
We look forward to seeing you in Frankfurt!
A: EV battery metal recovery is highly profitable due to the concentration of valuable elements. Black mass makes up about 40 to 50 percent of the total weight of an EV battery. Black mass contains all the valuable metals that make up battery anodes and cathodes. These metals are the most expensive parts of a battery. Because the abundance of strategic metal resources like nickel, cobalt, and lithium in this material is much higher than that of primary ores, the recovered material carries exceptionally high market value and generates significant economic benefits.
A: Yes, safety is integrated into every processing phase. Damaged units first undergo a mandatory discharge treatment using professional discharge equipment or salt water immersion to eliminate any potential safety hazards. Following this discharge treatment, the entire production line operates completely under negative pressure to guarantee there is no dust overflow during the physical crushing stages. The centralized dust removal system further ensures operator safety and prevents secondary pollution.
A: The most efficient methodology utilizes a comprehensive mechanical processing line that integrates crushing systems, sorting systems, conveying systems, and air purification systems. By employing a combined process of a tearing machine, hammer crushing, wind separator, vibrating screen, and air separation, operators can rapidly extract high-purity cathode and anode materials directly from production scrap.
A: The process yields several highly valuable industrial metals. Lithium-ion batteries are comprised of valuable metals such as lithium, copper, manganese, cobalt, and nickel. The mechanical process successfully extracts and isolates these target elements alongside high-grade aluminum and copper foils. The final extracted powder contains a concentrated mix of these battery metals. The powder can be reused in new battery production.
A: Not necessarily. The advanced production line provided by MAXIM machinery is highly versatile and adapts to various battery types, including ternary lithium and lithium iron phosphate. The advanced production line handles cell phone batteries, car power batteries, laptop batteries, and cylindrical lithium batteries. We offer customization capabilities according to customer production capacity requirements, material characteristics, and site conditions. This approach means we tailor the layout and equipment parameters to avoid one-size-fits-all waste.
The Growing Challenge: Damaged EV Batteries and Production Scrap The Risks of Handling Damaged EV Batteries Processing end-of-life energy storage units involves big hazards that require highly specialized mechanical solutions. The targeted material extracted from these retired power units is known as black mass. Black mass is a highly toxic powder carrying a CMR risk. Because excerpt …