
India is currently experiencing a massive transformation in its transportation sector, with a rapid shift toward electric mobility. As millions of two-wheelers, three-wheelers, and commercial electric vehicles hit the roads, the generation of end-of-life energy storage systems is surging at an unprecedented rate. Once a battery is retired, it can be collected and fully discharged to prepare it for processineg. These spent units are far from being mere waste; they contain highly valuable materials, and their organized collection marks the beginning of a highly profitable circular economy.
The growing demand for zero-emission vehicles and the urgent need to build a circular economy are driving the rapid growth of the battery processing industry globally, and the Indian market is expanding aggressively. End-of-life units, commonly referred to as urban mines, hold a significant concentration of strategic metal resources. In fact, the abundance of strategic metal resources such as nickel, cobalt, and lithium in this processed powder is much higher than that found in primary ores, making it an incredibly valuable commodity for local manufacturers.
The regulatory landscape in India is rapidly evolving to support sustainable e-waste management and localized resource independence. Driven by strict extended producer responsibility guidelines, vehicle manufacturers and electronics producers are increasingly mandated to ensure their spent products are properly managed at the end of their lifecycle. This regulatory push creates a highly structured and guaranteed supply chain for localized processors.
By processing these components locally, companies can help avoid the environmental impact of virgin metal mining and significantly reduce carbon emissions in the supply chain. Processing these materials locally can save up to one ton of carbon dioxide equivalent per ton of batteries processed. Establishing a domestic processing infrastructure not only aligns with national sustainability and green manufacturing goals but also opens up lucrative avenues for investors and entrepreneurs looking to set up an industrial-scale processing plant in the region.
Step 1: Discharging and Safe Dismantling
To successfully recover critical elements, a facility must follow a strict, multi-stage workflow. The lithium-ion battery processing workflow mainly consists of three core stages: pre-treatment, hydrometallurgy, and material regeneration. The first and most critical stage involves stabilizing the incoming feed. In the pre-treatment stage, batteries undergo discharge treatment, usually via salt water immersion or professional discharge equipment, to eliminate potential safety hazards. After thoroughly neutralizing the electrical charge, the external casing materials are removed, and the cells are prepared for further reduction. This initial dismantling step is vital for ensuring operator safety and preventing thermal events during the intense mechanical stages that follow.
Once the units are completely safe to handle, the material enters the mechanical reduction phase. The cells are shredded or crushed to break them down into smaller pieces. This process utilizes a heavy-duty combination of tearing machines and hammer crushing equipment. These machines apply immense physical force to liberate the internal components, breaking down the complex structures of the cells. These mechanical reduction processes also safely separate valuable components like copper and aluminum foils, leaving the highly sought-after dark powder as the residual waste.
The final mechanical step involves precisely isolating the different material streams. The equipment separates the aluminum, copper, and positive and negative electrode materials in the discarded sheets for recovery purposes. This refined separation utilizes multiple advanced technologies, including magnetic separation, air separation, and eddy current separation. The shredded material is sorted to remove the remaining aluminum, copper, and plastic fractions.
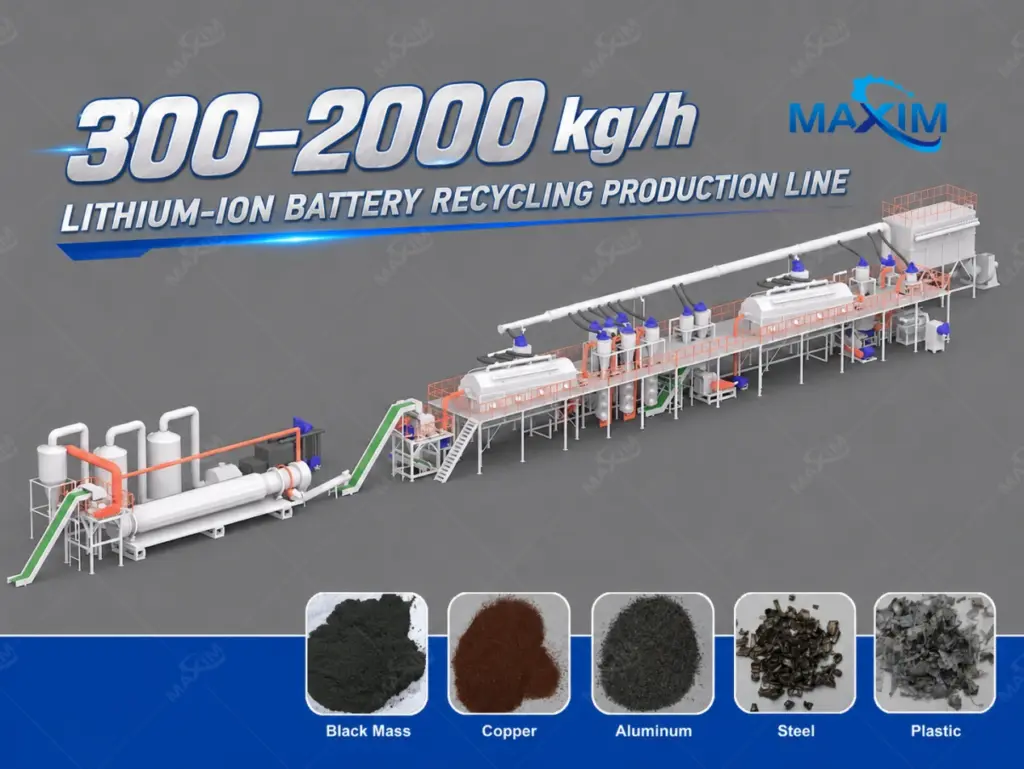
The remaining fine, dark powder is known as black mass, which contains a highly concentrated mix of battery metals. This powder makes up about 40 to 50 percent of the total weight of an electric vehicle battery. It typically contains high concentrations of lithium, cobalt, nickel, and manganese, serving as a critical feedstock for downstream material recovery. Recyclers will accept this material from pre-processors and convert it back into saleable commodity metals, thereby circularizing the metal supply chain.
Handling volatile energy storage devices presents immense safety and environmental hurdles. The extracted powder itself is a highly toxic material with very fine and volatile particles. The particles are hydrophobic and prone to clogging when wet, requiring extremely careful handling before any downstream pulping stage. Furthermore, dust emission must be strictly avoided during operation to protect both workers and the facility.
To combat this, modern systems operate under strict environmental controls. The whole production line operates under negative pressure, ensuring there is no dust overflow during the production process. By maintaining this negative pressure environment, the production environment is cleaner and more environmentally friendly, and the dust emission concentration easily meets stringent environmental requirements. The dust content in the working environment is reliably maintained below five milligrams per cubic meter, and operational noise levels are restricted to under ninety decibels.
The financial viability of a plant hinges almost entirely on the purity of its output. Downstream chemical refiners demand highly concentrated feedstocks, and cross-contamination can severely degrade the value of the materials. The purity of the extracted dark powder must reach over 92 percent before it can proceed to the hydrometallurgical stage.
When analyzing processing methods, a clear comparison emerges between different extraction technologies. The hydrometallurgical process dissolves the dark powder through acid leaching and selectively separates valuable metals like cobalt and nickel, achieving zero wastewater discharge and featuring a high recovery rate. In contrast, the pyrometallurgical process extracts metals through high-temperature smelting; while it delivers remarkable recovery performance for nickel and cobalt, the recovery rate of lithium is relatively low. Therefore, the mainstream industrial process prefers a combination of crushing, sorting, and hydrometallurgy. Utilizing advanced wind separators and vibrating screens is essential to achieve this high purity. When the system is optimized, the recovery rate of valuable components reaches more than 99 percent. The aluminum content of the recovered positive and negative electrode materials is kept to less than 0.3 percent, and the grade of the recovered copper and aluminum reaches 96 percent or higher.
When planning a new facility in India, partnering with an experienced machinery manufacturer is crucial. MAXIM machinery specializes in the research and development and manufacturing of environmentally friendly machinery, providing customized processing solutions for various sectors, including energy storage units. We are a team of experienced, professional application engineers, designers, and technicians dedicated to your operational success.
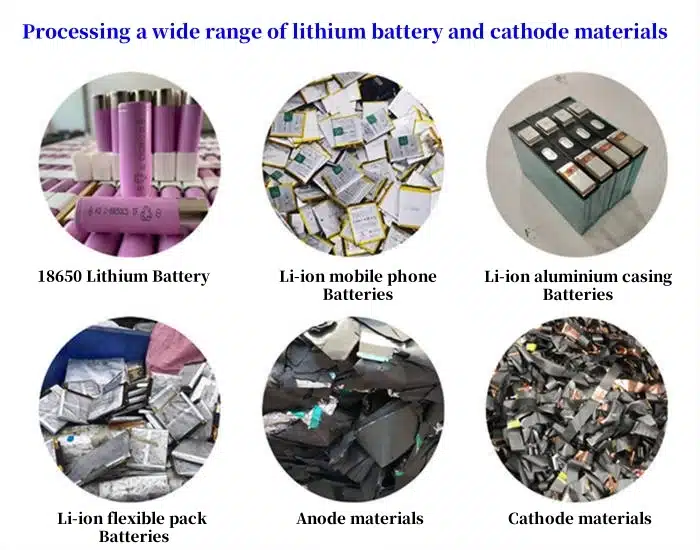
Our engineering approach ensures that your facility is equipped to handle diverse feedstocks. The system can process various types of feedstocks, including 18650 cylindrical cells, 32650 cells, ternary materials, lithium iron phosphate units, and scrap car power modules. We customize systems according to customer production capacity requirements, material characteristics, and site conditions, tailoring the layout and equipment parameters to avoid one-size-fits-all waste. Our comprehensive treatment equipment has a high degree of automation and is easy to industrialize. All processes have been automated, significantly reducing the need for manual intervention. The equipment is also equipped with a PLC control system, supporting remote monitoring and fault warnings, which significantly reduces operation and maintenance costs.
At MAXIM machinery, we seek to provide continuous value from the initial opportunity to project installation and throughout the product lifecycle, committing to creating value for our customers. Our full-life cycle service includes a one-stop program covering preliminary consultation, solution design, equipment production, installation and commissioning, personnel training, and comprehensive after-sales maintenance. We also guarantee an after-sales response within 24 hours to ensure stable production line operation.
A: Yes, establishing an end-of-life processing business in India offers tremendous economic benefits. The extracted elements can be reused to manufacture new cathode materials, reducing the dependence on primary mineral resources such as lithium ore. Because these spent units contain almost all the common elements found in the periodic table, including high-value copper, aluminum, and graphite, the market value of the recovered fractions is very high. The abundance of strategic metal resources in the recovered powder is much higher than that of primary ores, making it a highly profitable urban mine.
A: The capital investment required depends heavily on your targeted processing capacity and the chosen level of automation. Establishing a fully compliant facility involves procuring advanced mechanical reduction and separation machinery. Industrial systems range from 500 kilograms per hour to 2500 kilograms per hour. Because MAXIM machinery customizes the layout and equipment parameters according to customer production capacity requirements and specific site conditions, investors can avoid unnecessary capital expenditure and tailor the setup perfectly to their exact financial models.
A: A complete, safe industrial setup requires a precise combination of specialized machinery. Based on the material characteristics of copper and carbon powder, a combined process of tearing machines, wind separators, hammer crushers, vibrating screens, and air separation systems is utilized. Additionally, the facility must integrate a centralized dust removal system to ensure environmental compliance and worker safety. A programmable logic controller system is also essential for coordinating the operation and providing remote monitoring and fault warnings.
A: The regulatory framework is becoming increasingly supportive of sustainable waste management and domestic material recovery. Governments are heavily pushing for the development of a resource circularity system to contribute to the realization of carbon reduction goals and the construction of a greener planet. Regulations typically mandate the proper collection and processing of electronic waste to prevent environmental contamination by hazardous substances, thereby ensuring a steady supply of raw materials for licensed processing facilities.
A: Safety is integrated deeply into every single stage of our engineering design. Our equipment operates under negative pressure, which ensures there is no dust overflow during the production process, keeping the environment clean and compliant with national standards. Furthermore, the system comprehensively includes an air purification system and centralized dust collection. We also address the volatile nature of the materials by providing solutions for safe discharging prior to processing, which completely eliminates potential safety hazards before any mechanical reduction begins.
The Booming Demand for Lithium Battery Recycling in India The Rise of EVs and E-Waste Generation India is currently experiencing a massive transformation in its transportation sector, with a rapid shift toward electric mobility. As millions of two-wheelers, three-wheelers, and commercial electric vehicles hit the roads, the generation of end-of-life energy storage systems is surging excerpt …