
The worldwide move to electric vehicles has sped up the push for effective Tesla battery recycling. Millions of EV batteries are near the end of their useful life. Industries now see the financial and ecological worth in lithium-ion cells. Demand rises fast. This growth shows a clear need to reclaim rare materials. It also cuts down carbon output from making fresh batteries.
Retired Tesla battery packs contain significant quantities of nickel, cobalt, lithium, and copper—critical materials for the battery manufacturing supply chain. Reclaiming these metals through automated recycling not only mitigates raw material shortages and mining dependency but also ensures the process is easy to industrialize for large-scale recovery from decommissioned EV units. MAXIM machinery specialized lithium battery recycling lines address core industry pain points—such as high pollution risks, material loss, and recycling difficulties—by enabling the efficient extraction of electrode materials and battery cells. By transforming waste into a reliable supply of high-value "black mass," our technology helps companies reduce costs and promotes sustainable, green development.
Circular economy ideas form the base of many green plans in the EV field. Manufacturers reintegrate recovered materials into fresh production loops. This step cuts their carbon impact in a big way. Recycling steps run on full automation. Valuable parts from waste lithium batteries are recovered at over 99%. Such strong output aids efforts to lower carbon emissions. It matches worldwide rules for net-zero goals by 2050.

The market offers huge promise, yet technical hurdles linger in disassembly, separation, and purification steps. Tesla battery modules show detailed design differences. These require careful handling to avoid dangers or loss of materials during work.
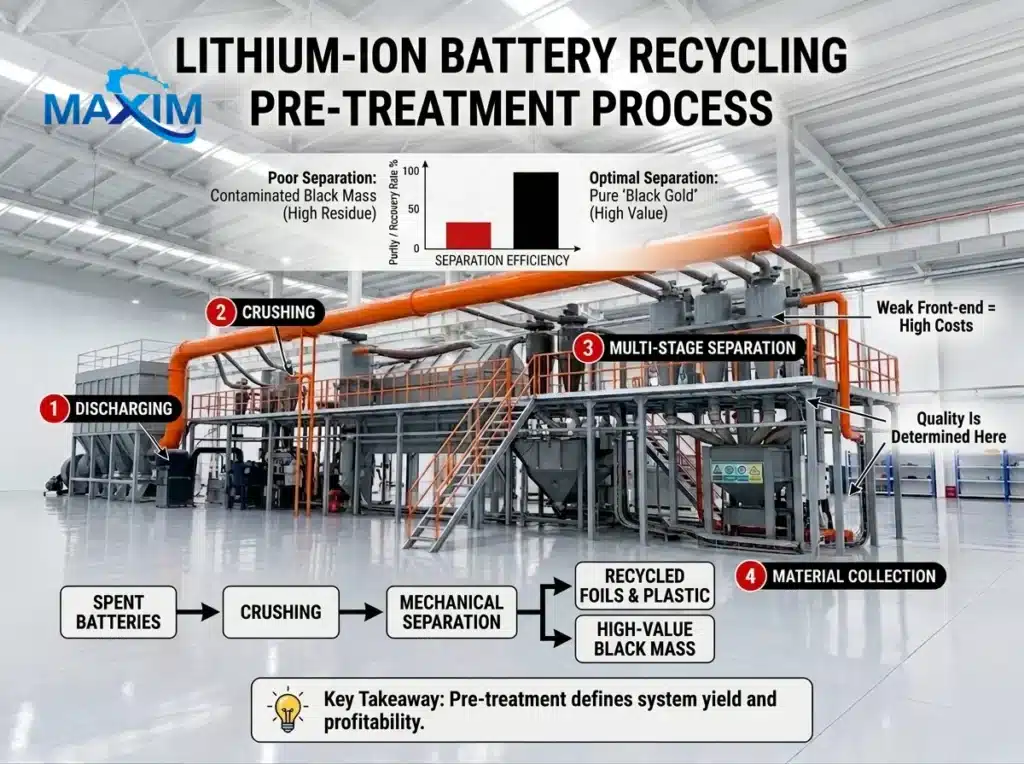
Tesla’s smart cell setup includes several layers of electrodes, foils, binders, and casings. Workers must extract these items without harm to reusable parts. This task calls for advanced mechanical setups and control tools. Experts base the method on lithium battery anode and cathode structures. They consider copper and carbon powder traits, too. A mix of a shredder, a air classifier, hammer crushing, a vibrating screen, and air separation handles the separation. This staged method keeps the separation exact. Automated controls boost safety for those who operate the equipment.
Battery recycling deals with risky items like electrolytes and heavy metals. Poor handling can lead to contamination dangers. Modern plants use negative-pressure setups to trap dust and vapors in crushing or sorting tasks. The full production line works under negative pressure. No dust escapes in the process. This setup keeps emissions within tough environmental rules. Worker safety improves as a result.
A well-designed Tesla battery recycling setup blends automation with safety features for the environment. High output happens without loss in quality or rule-following. Smart monitoring keeps steady work in all phases, from shredding to final recovery of materials.
Automation cuts down on human involvement. It boosts accuracy in picking out key parts from mixed waste flows. The production line includes a crushing system, a sorting system, a conveying system, an air purification system, and an automatic control system. A central dust removal system comes standard. Real-time PLC control screens and error warnings help operators. They sustain even performance. Downtime and upkeep expenses drop. Negative pressure work improves site cleanliness. Airborne bits stay contained in processing runs.
| Process Stage | Core Function | Key Benefit |
| Pre-shredding | Break down modules safely | Prevents thermal events |
| Crushing & Sorting | Separate metals & electrodes | High purity recovery |
| Air Purification | Dust extraction & filtration | Environmental compliance |
Material Recovery Rate measures profit in recycling work. The aluminum content of positive and negative electrode materials is less than 3‰, and the grade of copper and aluminum is ≥96%. This accuracy allows near-full reclaim of metals fit for new cathode lines. The loop closes between old batteries and future energy storage builds.
Choosing a technology partner determines not only operational performance but also long-term sustainability outcomes in Tesla battery recycling projects. MAXIM machinery offers end-to-end engineering expertise built around customer-specific requirements.
We focus on fresh ideas, design, and the making of self-created gear. The skilled group gives steady benefits across project phases, from advice to ongoing aid. Smooth fit into current factory setups follows.
Customization matches client output needs, material traits, and location factors. Production line plans and gear settings avoid uniform designs. Facilities manage small test runs or large factory loads. Modular setups adjust easily to different sizes.
To see our latest advancements in person, we invite you to visit us at the Metal; E-Waste; Battery Recycling Expo 2026.
Core components (such as shredder blades and sorting systems) are independently developed, with wear and impact resistance exceeding industry standards. We also provide full-lifecycle service packages covering consultation through after-sales maintenance—with response times within 24 hours—to guarantee uninterrupted plant operations.
A: Plants wanting solid performance pick makers with full setups and smart controls. Brands offering closed-loop lines hit over 99% recovery. Economic gains prove strong.
A: Physical crushing separates materials mechanically using shredders or air separators without solvents or acids. Chemical methods dissolve electrode compounds using reagents but require stricter wastewater treatment controls.
A: Yes. EV batteries pack higher energy and tricky module builds. Special breakdown steps beat those for small items like phones or laptops.
A: Follow-up means closed negative-pressure systems with central dust units. Third-party tests check emissions against national protection rules.
Choosing a scrap steel shredder is not only about buying a powerful machine. For a recycling plant, the real question is whether the equipment can match the material stream, keep feeding stable, reduce sorting pressure, and produce metal that is easier to transport, sell, or send to smelting. What Throughput Should a Scrap Steel Shredder excerpt …